
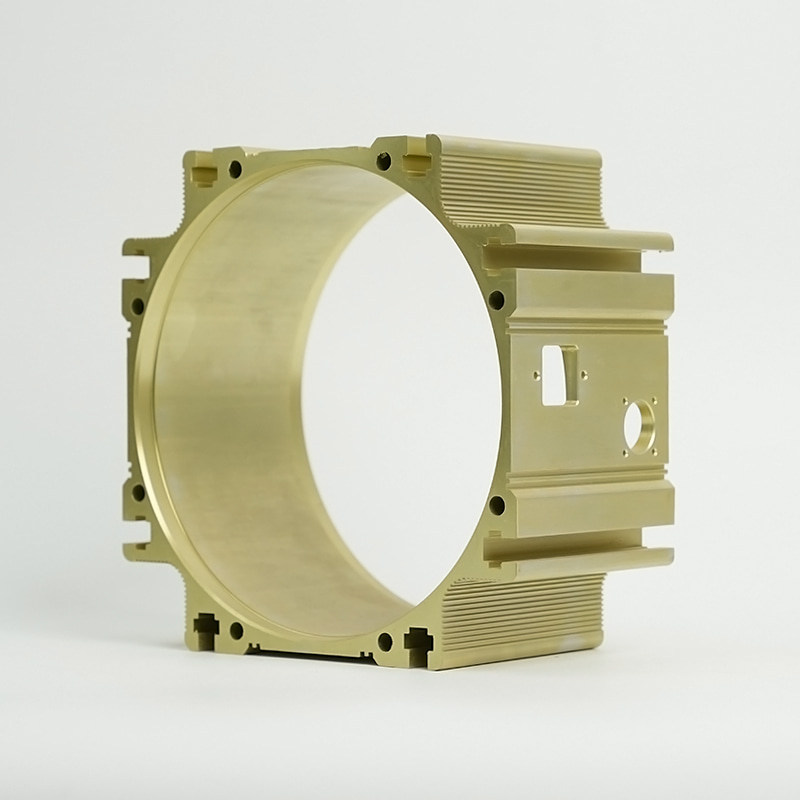
Was ist ein Extrudiertes Motorgehäuse für Gabelstapler ?
Ein stranggepresstes Motorgehäuse für Gabelstapler ist das strukturelle Gehäuse, das den Elektroantrieb oder Hubmotor eines Gabelstaplers umgibt und schützt und im Aluminium-Strangpressverfahren hergestellt wird. Anstatt in einer Form gegossen oder aus geschweißten Blechen gefertigt zu werden, wird ein extrudiertes Motorgehäuse dadurch geformt, dass ein erhitzter Aluminiumlegierungsbarren durch eine Präzisionsform gepresst wird, wodurch ein kontinuierliches Profil mit einem einheitlichen Querschnitt entsteht. Das resultierende Gehäuse kombiniert hohe Maßhaltigkeit, hervorragende Wärmeleitfähigkeit und ein günstiges Verhältnis von Festigkeit zu Gewicht – alles Eigenschaften, die sich direkt auf die Leistung und Lebensdauer von Elektrostaplermotoren auswirken.
Elektrostapler – die heute den Großteil der neuen Gabelstaplereinsätze in Lager-, Vertriebs- und Produktionsumgebungen ausmachen – stellen hohe Anforderungen an Motorgehäuse. Das Gehäuse muss die bei kontinuierlichen Betriebszyklen erzeugte Wärme ableiten, mechanischen Stößen und Vibrationen durch raue Bodenoberflächen und Laststöße standhalten, eine abgedichtete Umgebung bieten, die Motorwicklungen und Lager vor Staub und Feuchtigkeit schützt, und all dies muss gleichzeitig das Gesamtgewicht des Antriebsstrangs niedrig genug halten, um die Batteriereichweite und die Belastbarkeitswerte beizubehalten.
Gehäuse aus stranggepresstem Aluminium erfüllen diese Anforderungen in den meisten modernen Elektrostapleranwendungen wirksamer als Alternativen aus Gusseisen, weshalb sich das Design bei führenden Herstellern von Gabelstaplermotoren weltweit zur vorherrschenden Konstruktionsmethode entwickelt hat.
Warum Extrusion die bevorzugte Herstellungsmethode ist
Das Extrusionsverfahren bietet spezifische Fertigungsvorteile, die es sowohl für die Produktion von Gabelstaplermotorgehäusen in kleinen als auch in großen Stückzahlen gut geeignet machen:
- Komplexe Querschnittsgeometrie in einem Arbeitsgang: Extrusionsdüsen können in einem Durchgang Profile herstellen, die Kühlrippen, interne Kanäle, Montagevorsprünge und Positionierungsmerkmale enthalten. Merkmale, die mehrere Bearbeitungsvorgänge an einem Gussrohling erfordern würden, sind von Anfang an in das extrudierte Profil integriert, wodurch die Fertigungszeit und -kosten pro Einheit reduziert werden.
- Hervorragende Oberflächengüte: Extrudierte Aluminiumoberflächen haben eine feinere Kornstruktur und eine glattere Oberfläche als Sandguss-Alternativen, was sowohl für Dichtungsflächen, bei denen Dichtungen oder O-Ringe verwendet werden, als auch für die Effizienz externer Kühlrippen wichtig ist, wenn die Oberfläche, die mit dem Luftstrom in Kontakt steht, der Wärmeübertragungsmechanismus ist.
- Gleichbleibende mechanische Eigenschaften: Die durch Extrusion erzeugte gerichtete Kornausrichtung führt zu einer vorhersehbaren Zug- und Streckgrenze entlang der Gehäuselänge. Diese Konsistenz vereinfacht die Berechnung der Ermüdungslebensdauer während der Konstruktion und verringert die Variabilität der Feldleistung.
- Werkzeugökonomie: Extrusionsdüsen sind für äquivalente Geometrien deutlich kostengünstiger als Gusswerkzeuge und die Vorlaufzeiten sind kürzer. Für Gabelstapler-OEMs, die neue Motorplattformen entwickeln oder Gehäusedesigns aktualisieren, um geänderte Motorrahmengrößen zu berücksichtigen, reduziert dies die Kapitalkosten für die Designiteration.
- Materialeffizienz: Beim Extrudieren entsteht weniger Materialabfall als bei der Bearbeitung aus Vollmaterial. Aluminium-Strangpressabfälle sind vollständig recycelbar und stehen im Einklang mit Nachhaltigkeitszielen, die für Gabelstaplerhersteller und ihre Flottenkunden immer wichtiger werden.
| Attribut | Gehäuse aus extrudiertem Aluminium | Gehäuse aus Gusseisen | Gehäuse aus Aluminiumdruckguss |
|---|---|---|---|
| Gewicht | Niedrig | Hoch | Niedrig |
| Wärmeleitfähigkeit | Ausgezeichnet | Mäßig | Gut |
| Maßgenauigkeit | Hoch | Mäßig | Hoch |
| Werkzeugkosten | Niedrig–Moderate | Mäßig | Hoch |
| Korrosionsbeständigkeit | Ausgezeichnet | Schlecht (ohne Beschichtung) | Gut |
| Designflexibilität | Hoch (profile geometry) | Hoch (3D shapes) | Hoch (3D shapes) |
Materialauswahl: Legierungsauswahl für Gabelstapler-Motorgehäuse
Nicht alle Aluminium-Strangpresslegierungen erbringen bei Motorgehäuseanwendungen für Gabelstapler die gleiche Leistung. Die beiden am häufigsten spezifizierten Legierungsfamilien sind 6061 und 6063, beide aus der Aluminium-Magnesium-Silizium-Gruppe der 6000er-Serie, die den größten Teil der weltweiten Produktion von Strukturextrusionen ausmacht.
6061-T6 ist die leistungsstarke Strukturlegierung. Mit einer Zugfestigkeit von etwa 310 MPa und einer Streckgrenze von etwa 276 MPa im T6-Zustand bietet es die erforderliche mechanische Robustheit, um wiederholten Stoßbelastungen durch raue Lagerböden, Gabelstaplerkollisionen mit Dockstoßstangen und den anhaltenden Vibrationen beim Betrieb von Hydraulikpumpen standzuhalten. Es lässt sich sauber bearbeiten, lässt sich gut eloxieren und sein Ermüdungsverhalten unter zyklischer Belastung ist gut charakterisiert – wichtig für Gehäuse, die im Mehrschichtbetrieb kontinuierlichen Start-Stopp-Betriebszyklen ausgesetzt sind.
6063-T5 oder T6 wird gewählt, wenn die Kühlrippengeometrie besonders komplex ist oder wenn eine hervorragende Oberflächenbeschaffenheit für die thermische Leistung erforderlich ist. Sein geringerer Siliziumgehalt ermöglicht eine bessere Extrudierbarkeit für dünnwandige oder komplizierte Profile, obwohl seine mechanische Festigkeit etwas geringer als 6061 ist – typischerweise etwa 241 MPa Zugfestigkeit in T6. Für Motorgehäuse, bei denen das Wärmemanagement der wichtigste Designfaktor ist und die mechanischen Belastungen moderat sind, ist 6063 oft die bessere Lösung.
In Kühl- und Tiefkühllagern – einem wichtigen Anwendungssegment für Gabelstapler – ist der Leistungsvorteil von Aluminium gegenüber Gusseisen noch deutlicher. Aluminium behält seine Duktilität bei Minustemperaturen wo Gusseisen immer spröder wird, wodurch das Risiko eines Gehäusebruchs durch Stöße in Umgebungen, die routinemäßig bei –20 °C bis –30 °C betrieben werden, verringert wird.
Wärmemanagement: Wie sich das Gehäusedesign auf die Motorlebensdauer auswirkt
Elektrische Gabelstaplermotoren in intensiven Lageranwendungen – insbesondere bei Kommissionier-, Schubmaststapler- und Gegengewichtsanwendungen im Zwei- oder Dreischichtbetrieb am Tag – erzeugen im Dauerbetrieb erhebliche Wärme. Die Lebensdauer der Motorwicklungsisolierung halbiert sich etwa bei jedem Anstieg der Betriebstemperatur um 10 °C über dem Nennklassengrenzwert liegt, ein Zusammenhang, der die thermische Gestaltung des Gehäuses zu einer der folgenreichsten technischen Entscheidungen bei der Konstruktion von Motorsystemen macht.
Extrudierte Motorgehäuse begegnen diesem Problem durch drei Wärmemanagementmechanismen:
- Externe Kühlrippen: Integral mit dem Gehäusekörper extrudierte Längsrippen vergrößern die äußere Oberfläche, die für die konvektive Wärmeübertragung zur Verfügung steht. Die Lamellengeometrie – Höhe, Steigung und Wandstärke – wird während des Designprozesses der Extrusionsdüse optimiert und kann angepasst werden, ohne dass sich die gesamte Gehäusehülle ändert. Bei Standard-Extrusionsprofilen sind Rippenoberflächen von dem Zwei- bis Vierfachen des glatten Bohrungsäquivalents erreichbar.
- Leitfähiger Wärmepfad zum Rahmen: Bei geschlossenen Motoren ohne erzwungenen Luftstrom leitet das Gehäuse die Wärme von den Statorblechen nach außen zur Außenfläche. Die Wärmeleitfähigkeit von Aluminium von etwa 160–200 W/m·K (gegenüber 50 W/m·K bei Gusseisen) sorgt für einen wesentlich schnelleren Leitweg und verringert den Temperaturunterschied zwischen dem Wicklungs-Hotspot und der Umgebung.
- Interne Kühlkanäle: Einige extrudierte Gehäuseprofile verfügen über hohle Kanäle in der Gehäusewand, durch die Kühlmittel in flüssigkeitsgekühlten Motorkonfigurationen zirkulieren kann – was immer relevanter wird, da die Leistungsdichte von Gabelstaplermotoren für Hochleistungsanwendungen über 15 kW Dauerleistung zunimmt.
Anforderungen an IP-Schutz und Umweltversiegelung
In der Betriebsumgebung von Gabelstaplern werden erhebliche Anforderungen an den Schutz der Motorgehäuse gestellt. Lagerstaub – insbesondere in Mühlen-, Holzverarbeitungs- und Papierverarbeitungsanlagen – ist fein genug, um in schlecht abgedichtete Gehäuse einzudringen und Lager und Wicklungen zu verunreinigen. Bei der Handhabung von Containern im Freien und auf dem Hof kommt es zu einer erhöhten Belastung durch Regen und Abwaschungen. Kühllagerbetriebe bergen das Risiko von Kondensation, wenn Gabelstapler zwischen Temperaturzonen fahren.
Die Norm IEC 60034-5 definiert Motorgehäuse-Schutzklassen durch IP-Schutzarten, wobei die meisten Gabelstaplermotoranwendungen ein Minimum erfordern IP54 (staubgeschützt, spritzwassergeschützt) und viele anspruchsvolle IP65 (völlig staubdicht, beständig gegen Niederdruckwasserstrahlen) oder höher. Das Erreichen dieser Werte in einem extrudierten Gehäuse hängt von der Präzision der Gehäusebohrung zur Aufnahme von Lagerschilden oder Lagergehäusen, der in das extrudierte Profil integrierten Dichtungsnutgeometrie für die Platzierung von O-Ringen oder Lippendichtungen und der Oberflächenqualität der Passflächen nach sekundären Bearbeitungsvorgängen ab.
Aufgrund der engen Maßtoleranzen, die mit stranggepressten Aluminiumgehäusen erreichbar sind – typischerweise ±0,1 mm bei kritischen Bohrungsdurchmessern nach der Endbearbeitung – eignen sie sich gut für die Erfüllung der IP65-Anforderungen, ohne dass bei der Motormontage umfangreiche manuelle Anpassungen oder Unterlegelemente erforderlich sind. Diese Maßhaltigkeit unterstützt auch automatisierte Motormontageprozesse, die den Fertigungsdurchsatz bei hohen Stückzahlen verbessern.
Überlegungen zur Beschaffung, zum Austausch und zur Wartung
Für Flottenmanager und Wartungsingenieure hat das Verständnis der Motorgehäusekonstruktion ihrer Gabelstaplerflotte praktische Auswirkungen auf die Reparaturplanung und Teilebeschaffung. Gehäuse aus stranggepresstem Aluminium können im Allgemeinen auf eine Art und Weise repariert werden, die bei Gussgehäusen nicht möglich ist – geringfügiger Bohrungsverschleiß durch Lagerverschleiß kann durch Ummanteln korrigiert werden, und beschädigte Rippenabschnitte können bearbeitet oder geflickt werden, ohne die strukturelle Integrität in unkritischen Bereichen zu beeinträchtigen.
Bei der Beschaffung extrudierter Motorgehäuse als Ersatz müssen folgende Schlüsselspezifikationen bestätigt werden:
- Kompatibilität mit IEC- oder NEMA-Rahmengrößen — Das Gehäuse muss zum Statoraußendurchmesser und zur Stapellänge des Ersatz- oder Rückspulmotors passen, den es aufnehmen soll.
- Montagefuß- oder Flanschkonfiguration — Gabelstaplermotoren werden in verschiedenen Ausrichtungen montiert; Fußmontage-, Gesichtsmontage- (B3/B5 gemäß IEC) und benutzerdefinierte Halterungskonfigurationen müssen mit der Antriebsstranggeometrie übereinstimmen.
- Abmessungen der Lagergehäusebohrung — Die Durchmesser und Passungen der Lagersitze sowohl am Antriebsende als auch am Nicht-Antriebsende (normalerweise H7- oder J7-Toleranz für den Außendurchmesser des eingepressten Lagers) müssen mit den für den Motor spezifizierten Ersatzlagern übereinstimmen.
- Kabeleinführungs- und Steckervorkehrungen — Position und Größe der Strom- und Signalkabeleinführungen müssen mit der Kabelbaumführung des Gabelstaplers übereinstimmen.
OEM-Ersatzgehäuse sind über die Ersatzteilprogramme der Gabelstaplerhersteller für große Marken wie Toyota, Crown, Raymond, Hyster und Yale erhältlich. Extrudierte Aftermarket-Gehäuse, die nach OEM-Spezifikationen bearbeitet werden, sind auch von spezialisierten Motorkomponentenlieferanten erhältlich, oft zu 30–50 % geringeren Kosten als OEM-Teile mit gleichwertiger Maßhaltigkeit. Es ist wichtig, den Legierungstyp und die Wärmebehandlung (T5- oder T6-Härtung) beim Lieferanten zu bestätigen bei der Beschaffung von Aftermarket-Gehäusen, da die Materialsubstitution durch Legierungen mit geringerer Festigkeit ein bekanntes Qualitätsrisiko in kostengünstigeren Lieferketten darstellt.

















