
Warum Aluminium das Motorgehäusedesign dominiert
Die Gehäuse des Elektromotors aus Aluminium ist zur Standardwahl für Industrie-, Gewerbe- und Automobilmotoranwendungen geworden – und das aus gutem Grund. Aluminiumlegierungen bieten eine Kombination von Eigenschaften, die kein einziges Konkurrenzmaterial vollständig reproduzieren kann: geringe Dichte, hohe Wärmeleitfähigkeit, Korrosionsbeständigkeit und hervorragende Bearbeitbarkeit, und das alles zu Kosten, die effizient mit dem Produktionsvolumen skalieren.
Der Kern des Aluminiumvorteils ist das Wärmemanagement. Ein Elektromotor erzeugt während des Betriebs kontinuierlich Wärme, und das Gehäuse muss diese Wärme schnell genug ableiten, um Wicklungen, Lager und Isolierung vor vorzeitigem Verschleiß zu schützen. Die Wärmeleitfähigkeit von Aluminium beträgt ca 150 – 200 W/m·K – etwa vier- bis fünfmal höher als Gusseisen – ermöglicht Motorkonstrukteuren, die Betriebstemperaturen innerhalb sicherer Grenzen zu halten, ohne das Gehäuse zu überdimensionieren oder externe Kühlsysteme hinzuzufügen.
Weitere Faktoren, die den Wechsel zu Aluminium-Motorgehäusen vorantreiben:
- Gewichtsreduktion: Aluminium hat etwa ein Drittel der Dichte von Gusseisen. Bei mobilen Plattformen – Gabelstaplern, Elektrofahrzeugen, Industrierobotern – verlängert jedes eingesparte Kilogramm des Motorgehäuses direkt die Batteriereichweite oder verbessert die dynamische Leistung.
- Korrosionsbeständigkeit: Aluminium bildet auf natürliche Weise eine schützende Oxidschicht, wodurch es in vielen Anwendungen für feuchte, nasse oder chemisch aktive Umgebungen ohne zusätzliche Schutzbeschichtungen geeignet ist.
- EMI-Abschirmung: Aluminiumgehäuse dämpfen effektiv elektromagnetische Störungen, schützen empfindliche Motorsteuerelektronik vor externen Störungen und verhindern, dass die Schaltfrequenzen des Motors nach außen abgestrahlt werden.
- Recyclingfähigkeit: Aluminium ist zu 100 % recycelbar, wobei nur etwa 5 % der für die Primärproduktion benötigten Energie benötigt werden, was die Ziele der Kreislaufwirtschaft unterstützt, die auf den europäischen und asiatischen Automobilmärkten zunehmend gefordert werden.
Aluminium-Elektromotorgehäuse: Legierungen und Herstellungsmethoden
Nicht alle Motorgehäuse aus Aluminium werden auf die gleiche Weise hergestellt. Der Herstellungsprozess bestimmt die erreichbaren Toleranzen, die Oberflächenbeschaffenheit, die Wandstärke und letztendlich die thermische und strukturelle Leistung des fertigen Teils. Drei Methoden dominieren die Produktion.
Druckguss
Hochdruckguss (HPDC) ist das gebräuchlichste Verfahren für mittlere bis große Stückzahlen von Motorgehäusen im Leistungsbereich von 0,5 bis 30 kW. Geschmolzenes Aluminium – typischerweise A380- oder ADC12-Legierung – wird mit Drücken von 700 – 1.400 bar in eine Stahlform eingespritzt und erzeugt in Zykluszeiten von 30 – 90 Sekunden ein endkonturnahes Teil. Druckguss ermöglicht komplexe Geometrien, einschließlich integrierter Montagevorsprünge, Kühlrippenanordnungen und Leitungseintrittspunkte, in einem einzigen Arbeitsgang. Maßtoleranzen von ±0,1 – 0,3 mm sind Standard und ausreichend für die meisten Motorbohrungs- und Endglockenpassungen.
Extrusion
Durch die Extrusion entsteht ein durchgehendes Aluminiumprofil, das dann auf Länge geschnitten und fertig bearbeitet in das Motorgehäuse eingearbeitet wird. Dieses Verfahren eignet sich besonders gut für Rohrmotorgehäuse mit konstantem Querschnitt – der Standardarchitektur für viele Servomotoren, Linearmotoren usw Extrudiertes Motorgehäuse für Gabelstapler wird im nächsten Abschnitt besprochen. Zu den gängigen Legierungen für extrudierte Motorgehäuse gehören: 6061-T6 und 6063-T5 , einusgewählt aufgrund ihres ausgewogenen Verhältnisses von Festigkeit, Extrudierbarkeit und Bearbeitbarkeit. Wandstärken von nur 1,5 mm sind erreichbar, wodurch das Gewicht minimiert wird, ohne dass die strukturelle Steifigkeit darunter leidet.
Sandguss und Schwerkraftguss
Für große Motorrahmen – typischerweise über 55 kW-Rahmengrößen – und für kundenspezifische Kleinserienaufträge bietet Sandguss oder Schwerkraftguss (Permanentformguss) niedrigere Werkzeugkosten als HPDC. Legierungen wie z A356-T6 sind Standard und bieten nach der Wärmebehandlung Zugfestigkeiten von 220 – 280 MPa. Oberflächengüte und Maßhaltigkeit sind geringer als bei Guss- oder Extrusionsverfahren, sodass bei der Gusskonstruktion zusätzlicher Bearbeitungsaufwand berücksichtigt wird.
| Prozess | Gemeinsame Legierung | Typische Toleranz | Am besten für |
|---|---|---|---|
| Hochdruck-Druckguss | A380, ADC12 | ±0,1 – 0,3 mm | Großvolumige, komplexe Geometrie, 0,5 – 30 kW |
| Extrusions-CNC-Bearbeitung | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Rohrgehäuse, Servo- und Gabelstaplermotoren |
| Sand-/Schwerkraftguss | A356-T6 | ±0,5 – 1,5 mm | Große Rahmen (>55 kW), kundenspezifisch mit geringem Volumen |
Extrudiertes Motorgehäuse für Gabelstapler: Designprioritäten und -anforderungen
Die Extrudiertes Motorgehäuse für Gabelstapler arbeitet in einer der anspruchsvollsten Umgebungen, denen ein Motorgehäuse ausgesetzt ist: ständige Vibrationen von Lagerböden, Einwirkung von Batteriesäuredämpfen, Hydraulikölnebel, Temperaturschwankungen zwischen Innen- und Außenumgebungen und mechanische Stöße durch Laststöße. Um diese Bedingungen zu erfüllen und gleichzeitig den Antriebsstrang so kompakt und leicht wie möglich zu halten, sind die Designanforderungen ungewöhnlich hoch.
Strukturelle Integrität unter Vibration und Schock
Antriebs- und Hydraulikmotoren für Gabelstapler werden normalerweise ohne Vibrationsisolierung direkt am Fahrgestell oder am Hydraulikblock montiert. Das Gehäuse muss daher einer Ermüdungsrissbildung an den Montagevorsprüngen und Lagersitzen bei kontinuierlicher zyklischer Belastung standhalten. 6061-T6 Aluminium ist die bevorzugte Wahl für extrudierte Gabelstaplergehäuse, da seine Zugfestigkeit von 310 MPa und die Streckgrenze von 276 MPa ausreichend Spielraum für die Stoßbelastungen bieten, die beim Aufnehmen von Paletten und beim Fahren über Dockplatten entstehen. Die Geometrie des Montageflansches wird typischerweise um 20–30 % über die minimale strukturelle Anforderung hinaus verdickt, um die Vorspannung der Schraube aufzunehmen und Passungsrost an der Schnittstelle zu verhindern.
Versiegelung und IP-Schutzart
Die meisten Motorgehäuse von Gabelstaplern zielen ab Schutzart IP54 oder IP65 — Vollständiger Staubschutz und Schutz vor Wasserstrahlen bei Waschvorgängen im Lager. Um dies mit einem extrudierten Aluminiumgehäuse zu erreichen, sind präzisionsgefertigte Passflächen der Endglocke (Oberflächenbeschaffenheit Ra ≤ 1,6 µm), durchgehende O-Ring-Nuten und Edelstahlbefestigungen erforderlich, um galvanische Korrosion an der Stahl-Aluminium-Grenzfläche zu verhindern. Leitungseinführungspunkte verwenden Klemmverschraubungen anstelle einfacher Ausbrechöffnungen.
Diermal Management in a Confined Space
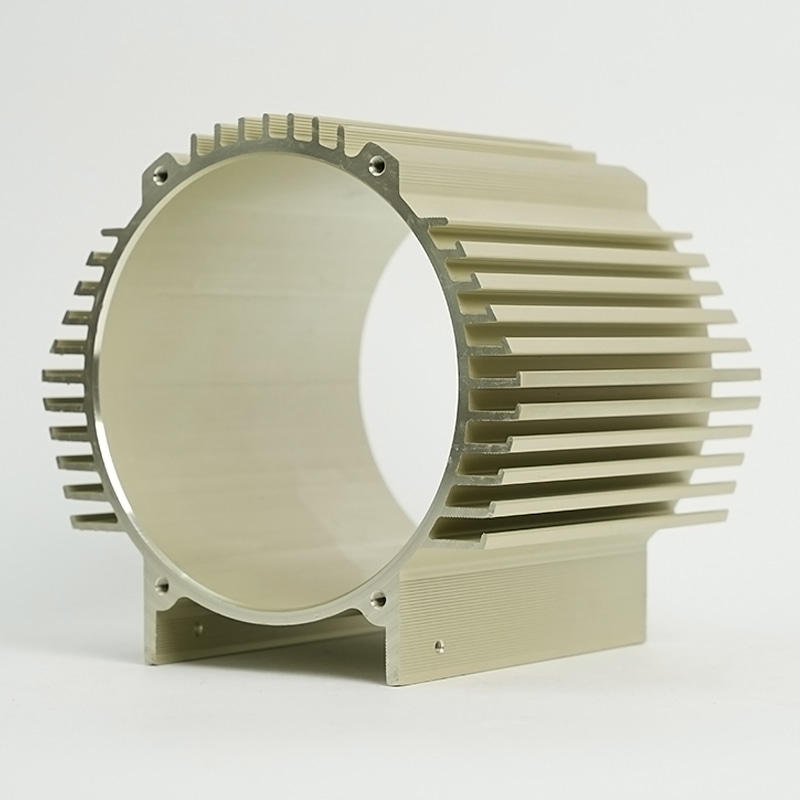
Gabelstaplermotoren arbeiten oft mit hoher Einschaltdauer – sie beschleunigen und verlangsamen wiederholt Lasten von mehreren Tonnen –, was in einem kompakten Gehäuse erhebliche Wärme erzeugt. Für diese Anwendung werden häufig extrudierte Gehäuse verwendet äußere Längsrippen Wird direkt in der Extrusionsdüse geformt und vergrößert die Oberfläche für die konvektive Kühlung um 60 – 120 % im Vergleich zu einem glattwandigen Zylinder gleicher Größe. Einige Konstruktionen fügen interne Spiralnuten oder axiale Kanäle hinzu, die eine erzwungene Flüssigkeitskühlung ermöglichen, wenn die Anwendung dies erfordert.
Pumpenmotorgehäuse aus Aluminium: Korrosionsbeständigkeit und Flüssigkeitsverträglichkeit
Die Pumpenmotorgehäuse aus Aluminium Viele Konstruktionsprinzipien ähneln allgemeinen Gehäusen von Elektromotoren, es bestehen jedoch einzigartige Herausforderungen hinsichtlich der chemischen Verträglichkeit, die bei den meisten Motoren für trockene Umgebungen nicht auftreten. Abhängig vom Fördermedium – Wasser, Abwasser, Agrarchemikalien, Kraftstoffe, Lebensmittelflüssigkeiten oder korrosive Industrieflüssigkeiten – kann die äußere Umgebung um das Motorgehäuse äußerst aggressiv sein.
Legierungsauswahl für feuchte Umgebungen
In sauberen Frischwasser- oder HVAC-Kaltwasserpumpenanwendungen Standard A380-Druckguss oder 6061 extrudiertes Aluminium funktioniert ohne zusätzliche Behandlung gut. Allerdings sind Anwendungen mit Folgendem möglich:
- Meerwasser oder Sole: Erfordern Legierungen der 5000er-Serie (z. B. 5052, 5083) mit höherem Magnesiumgehalt für Chloridbeständigkeit oder eloxiertes 6061 mit versiegelter Eloxierung auf eine Dicke von ≥ 25 µm.
- Agrarchemikalien oder Düngemittel: Dabei handelt es sich häufig um Ammoniumverbindungen, die herkömmliche Aluminiumoxidschichten angreifen; Eine Epoxid-Pulverbeschichtung oder eine chemikalienbeständige PTFE-Beschichtung des Aluminiumgehäuses ist gängige Praxis.
- Lebensmittel- und Getränkeverarbeitung: Erfordern FDA-konforme eloxierte oder lackierte Oberflächen ohne freiliegendes Rohaluminium, das mit dem Produktstrom in Kontakt kommen könnte; spaltfreie Außenkonstruktionen verhindern die Ansiedlung von Bakterien.
Tauchfähige vs. direkt gekoppelte Designs
Pumpenmotorgehäuse lassen sich grob in zwei Installationsarten unterteilen. Pumpenmotoren direkt gekoppelt mit gemeinsamer Welle direkt hinter dem Pumpenkopf montieren; Das Motorgehäuse ist Spritzern und Dämpfen ausgesetzt, aber nicht eingetaucht. Daher sind Standard-Aluminium-Druckgussgehäuse mit Schutzart IP55 im Allgemeinen ausreichend. Tauchpumpenmotoren erfordern, dass das Gehäuse als Druckbehälter fungiert – das Aluminiumgehäuse muss dem externen hydrostatischen Druck (typischerweise 3 – 10 bar bei Bohrlochpumpen) standhalten und gleichzeitig die Wasserdichtigkeit an allen Dichtungsschnittstellen aufrechterhalten. Wandstärkenberechnungen für Tauchgehäuse folgen den Konstruktionsvorschriften für Druckbehälter (ASME Abschnitt VIII oder EN 13445), wobei Sicherheitsfaktoren von 3 – 4× auf den Auslegungsdruck angewendet werden.
Oberflächenbehandlungen für Aluminiumgehäuse von Pumpenmotoren
Die right surface treatment dramatically extends service life in pump environments. Common options and their typical use cases:
- Hartanodisieren (Typ III): Erzeugt eine 25 – 75 µm dicke Aluminiumoxidschicht mit einer Vickers-Härte von 400 – 600 HV. Ideal für abriebgefährdete Oberflächen und milde chemische Umgebungen. Kostengünstig für 6061- und 6063-Legierungen.
- Epoxid-Pulverbeschichtung: 60 – 100 µm Schichtdicke; ausgezeichnete Salzsprühbeständigkeit (1.000 – 3.000 Stunden gemäß ASTM B117); Geeignet für landwirtschaftliche und marine Spritzgebiete. Erfordert eine gründliche Oberflächenvorbereitung (Chromatumwandlung oder Zirkonat-Vorbehandlung).
- Chemische Vernickelung: Gleichmäßige Beschichtung auf komplexen Innengeometrien erreichbar; Bietet Korrosions- und Verschleißfestigkeit in Pumpenmotoren für chemische Prozesse, bei denen die Eloxierung mit dem Elektrolyten nicht kompatibel ist.
- Chromat-Konversionsbeschichtung (Alodine/Iridite): Dünne (1 – 5 µm) leitfähige Beschichtung, die hauptsächlich als Grundierung oder für EMI-kritische Gehäuse verwendet wird, bei denen die Oberflächenleitfähigkeit über das gesamte Gehäuse aufrechterhalten werden muss.
Spezifikation eines Aluminium-Motorgehäuses: Checkliste für die wichtigsten Parameter
Ob Beschaffung oder Gehäuse des Elektromotors aus Aluminium , a Extrudiertes Motorgehäuse für Gabelstapler , oder ein Pumpenmotorgehäuse aus Aluminium Der Spezifikationsprozess sollte diese kritischen Parameter erfassen, um sicherzustellen, dass der Lieferant ein für den Zweck geeignetes Teil liefert:
- Motorrahmengröße und IEC/NEMA-Bezeichnung: Definiert den Bohrungsdurchmesser, den Lochkreis der Endglocke, den Abstand des Wellenvorsprungs und die Abmessungen des Montagefußes. Alle müssen die Toleranzen der jeweiligen Norm einhalten.
- Nennleistung und Einschaltdauer: Bestimmt die Wandstärke zur Wärmeableitung und strukturellen Belastungen. Ein 10-kW-Motor im S1-Betrieb (Dauerbetrieb) erfordert eine aggressivere thermische Auslegung als der gleiche Motor im S3-Betrieb (intermittierender Betrieb).
- IP-/NEMA-Schutzart: Gibt Dichtungsanforderungen an, die sich direkt auf die Geometrie der Endglocke, die Abmessungen der Dichtungsnut und die Auswahl der Befestigungselemente auswirken.
- Betriebsumgebung: Bestätigen Sie das Vorhandensein von Chemikalien, Eintauchen, Abwaschen, Vibrationsniveaus (ISO 10816-Schwerebereich) und Umgebungstemperaturbereich.
- Legierung und Härte: Geben Sie die erforderliche Legierung explizit an – überlassen Sie dies nicht dem Ermessen des Lieferanten, wenn für die Anwendung besondere Festigkeits-, Bearbeitbarkeits- oder Korrosionsanforderungen gelten.
- Oberflächenbehandlung und Finish: Geben Sie den Beschichtungstyp, die Mindestdicke, den Haftungsteststandard und etwaige Farbanforderungen an. Beachten Sie die geltenden Normen (MIL-A-8625 für Eloxieren, ASTM B117 für Salzsprühtests).
- Kritische Toleranzen: Geben Sie die Rundheit (Rundheit) der Bohrung, den Durchmesser des Lagersitzes und die Passungsklasse (normalerweise H7/k6 oder H7/m6) sowie die Rechtwinkligkeit der Fläche zur Bohrungsachse an – diese wirken sich direkt auf die Lagerlebensdauer und die Vibrationsniveaus aus.
- Zertifizierungen und Dokumentation: Fordern Sie Materialtestberichte (MTRs) gemäß EN 10204 3.1 oder 3.2, Dimensionsprüfberichte und Oberflächenbehandlungszertifikate für jede Produktionscharge.
Ein gut spezifiziertes Aluminium-Motorgehäuse – ob aus Druckguss für die Massenproduktion, extrudiert für einen Gabelstapler-Antriebsstrang oder speziell behandelt für eine korrosive Pumpenumgebung – bietet jahrzehntelangen zuverlässigen Betrieb und hält gleichzeitig das Systemgewicht, den Wärmewiderstand und die Gesamtbetriebskosten auf dem niedrigsten erreichbaren Niveau.

















