Struktureller Zweck und Leistungsvorteile
Das Pumpenmotorgehäuse aus Aluminium dient als Schutzgehäuse, in dem der Stator, die Lager und die Kühlsysteme des Elektromotors integriert sind und gleichzeitig eine präzise Ausrichtung mit dem Hydraulikpumpenabschnitt gewährleistet ist. Korrekt konstruierte Aluminiumgehäuse reduzieren das Gesamtgewicht der Pumpe im Vergleich zu Gusseisengehäusen um 60–70 % Gleichzeitig bietet es eine ausreichende elektromagnetische Abschirmung und Korrosionsbeständigkeit für industrielle Flüssigkeitshandhabungsanwendungen. Die Wärmeleitfähigkeit des Materials von 96 W/mK ermöglicht eine effiziente Wärmeableitung von den Motorwicklungen und ermöglicht in den meisten Konfigurationen einen Dauerbetrieb bei Temperaturen bis zu 80 Grad Celsius Umgebungstemperatur ohne externe Kühlung. Diese Eigenschaften machen Aluminium zum vorherrschenden Material für Pumpenmotoren, von Wohneinheiten mit kleiner PS-Leistung bis hin zu 500-PS-Industriesystemen.
Das Globale Pumpenmotorgehäuse aus Aluminium Der Markt übersteigt 2,8 Milliarden US-Dollar pro Jahr, angetrieben durch Investitionen in die Wassermanagement-Infrastruktur und den Ausbau von HVAC-Systemen. Moderne Gehäusedesigns integrieren zunehmend die Optimierung der numerischen Strömungsdynamik für den Kühlluftstrom und modulare Architekturen, die mehrere Pumpenkonfigurationen von gängigen Gussplattformen aufnehmen.

Legierungsauswahl und Materialeigenschaften
Die Auswahl einer Aluminiumlegierung für Pumpenmotorgehäuse sorgt für ein ausgewogenes Verhältnis von Gießbarkeit, mechanischer Festigkeit, Korrosionsbeständigkeit und thermischen Leistungsanforderungen.
A380- und A383-Druckgusslegierungen
Die Aluminiumlegierung A380 dominiert Hochdruck-Druckgussanwendungen 7,5–9,5 % Silizium und 3,0–4,0 % Kupfer um eine hervorragende Fließfähigkeit und minimale Schrumpfporosität zu erreichen. Eine Zugfestigkeit von 320 MPa und eine Streckgrenze von 160 MPa sorgen für ausreichende strukturelle Stabilität für Motormontagefüße und Pumpenflanschverbindungen, die hydraulischen Druckkräften ausgesetzt sind. Die natürliche Korrosionsbeständigkeit der Legierung, die durch chemische Konversionsbeschichtung oder Eloxierung verbessert wird, widersteht Wassereinwirkung und milden chemischen Umgebungen ohne Schutzanstrich.
A383 bietet eine modifizierte Zusammensetzung mit 9,5–11,5 % Silizium und 2,0–3,0 % Kupfer , wodurch die Formfülleigenschaften für dünnwandige Gehäuseabschnitte (2,5–3,5 Millimeter) und komplexe interne Kühlkanäle verbessert werden. Diese Legierung reduziert die Heißrissneigung in komplizierten Geometrien und behält gleichzeitig 90 % der mechanischen Eigenschaften von A380 bei, wodurch sie für die Massenproduktion kompakter Pumpen-Motoreinheiten bevorzugt wird.
Anwendungen aus Knetlegierungen und bearbeitete Gehäuse
Es kommen große Pumpenmotorgehäuse mit einem Durchmesser von mehr als 400 Millimetern zum Einsatz, die extreme Druckstufen erfordern 6061-T6 Aluminium aus Strangpressteilen oder Schmiedestücken gefertigt. Die ausscheidungsgehärtete Magnesium-Silizid-Legierung erreicht eine Streckgrenze von 276 MPa und eine ausgezeichnete Ermüdungsbeständigkeit für Umgebungen mit zyklischer Belastung. Bearbeitete Gehäuse nehmen integrierte Kühlmäntel mit komplexen Innengeometrien auf, die nicht zuverlässig gegossen werden können, allerdings mit dem 3- bis 4-fachen der Herstellungskosten von Druckgussäquivalenten.
| Legierungsgrad | Prozess | Zugfestigkeit | Korrosionsbeständigkeit | Typische Anwendung |
|---|---|---|---|---|
| A380 | Druckguss | 320 MPa | Gut | Allzweckpumpen |
| A383 | Druckguss | 310 MPa | Gut | Komplexe Dünnwandkonstruktionen |
| A360 | Druckguss | 300 MPa | Ausgezeichnet | Marine und korrosive Umgebungen |
| 6061-T6 | Bearbeitung | 310 MPa | Ausgezeichnet | Hochdruck-Großpumpen |
Druckguss-Herstellungsprozesse
Durch Hochdruck-Druckguss werden die meisten Aluminium-Pumpenmotorgehäuse mit Maßgenauigkeit und Oberflächengüte hergestellt, wodurch der Nachbearbeitungsaufwand minimiert wird.
Kaltkammer-Druckgussparameter
Kaltkammermaschinen mit Schließkräften von 800-2.500 Tonnen sind für Gehäusegrößen von 0,5 bis 50 Kilogramm Schussgewicht geeignet. Geschmolzenes Aluminium mit einer Temperatur von 680–720 Grad Celsius wird in die Kältekammer (horizontale Schusskammer) geleitet und innerhalb von 20–100 Millisekunden unter einem Druck von 30–100 MPa in gehärtete Stahlformen eingespritzt. Durch die schnelle Erstarrung (50–200 Grad Celsius pro Sekunde) entstehen feine Kornstrukturen mit minimaler Porosität Maßtoleranzen im Gusszustand von plus/minus 0,1 Millimetern für kritische Motoranbauflächen.
Die Temperaturkontrolle der Form auf 200–280 Grad Celsius durch Ölzirkulationskanäle verhindert thermische Ermüdungsrisse und fördert gleichzeitig die gerichtete Erstarrung. Vakuumunterstützter Druckguss reduziert die Porosität eingeschlossener Luft um 60–80 % und ermöglicht druckdichte Gussteile für Pumpengehäuse, die einem Hydraulikdruck von 10 bar ausgesetzt sind, ohne Imprägnierungsdichtung.
Beschneiden und Sekundäroperationen
Gussgehäuse werden einem automatisierten Zuschnitt unterzogen, um Anschnitte, Angusskanäle und Grate zu entfernen, gefolgt von einer Kugelstrahl- oder Gleitschleifbearbeitung Oberflächengüte Ra 3,2–6,3 Mikrometer geeignet zum Streichen oder Beschichten. Zu den kritischen Bearbeitungsvorgängen gehören die Endbearbeitung von Lagerbohrungen (Toleranz H7), das Planfräsen der Motormontage (Ebenheit 0,05 Millimeter) und der Einbau von Gewindeeinsätzen für Pumpenanschlusspunkte. CNC-Bearbeitungszentren erreichen für diese Präzisionsmerkmale eine Positioniergenauigkeit von 0,01 Millimetern.
Wärmemanagement und Kühlsystemintegration
Bei der Konstruktion von Pumpenmotorgehäusen aus Aluminium wird zunehmend Wert auf die Wärmeableitung gelegt, da die Motorleistungsdichte zunimmt und die Effizienzstandards strenger werden.
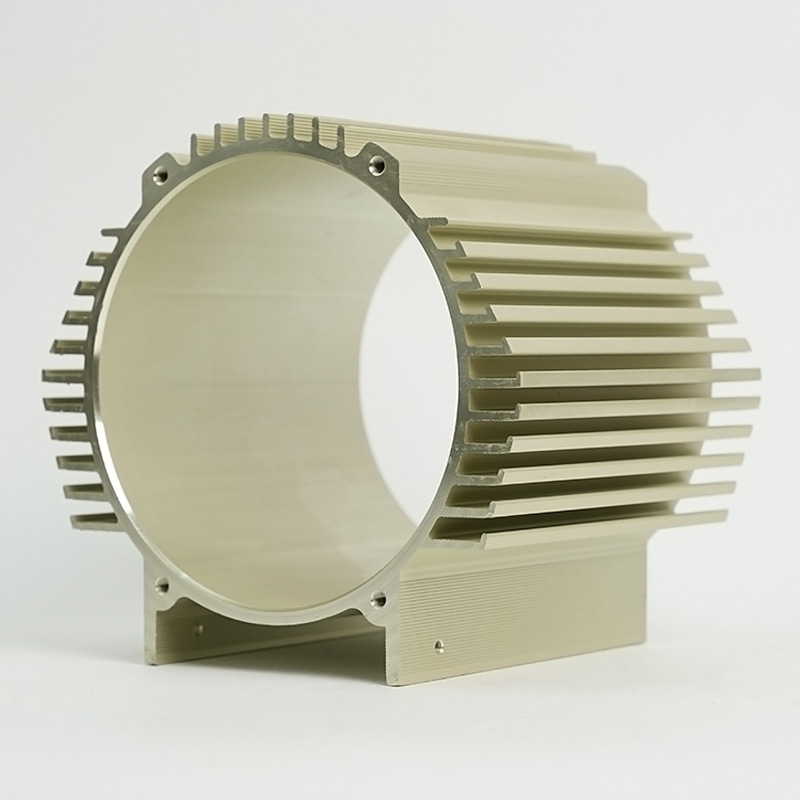
Externes Flossendesign und Luftstromoptimierung
Natürliche Konvektionskühlung integriert Aluminiumlamellen mit einer Dicke von 2 bis 4 Millimetern und einem Abstand von 8 bis 15 Millimetern Vergrößerung der Oberfläche um 300–500 % gegenüber glatten zylindrischen Gehäusen. Eine Rippenhöhe von 20–40 Millimetern gleicht die Verbesserung der Wärmeübertragung mit den Materialkosten und der Gusskomplexität aus. Die rechnergestützte Strömungssimulation optimiert die Lamellenausrichtung sowohl für horizontale als auch vertikale Motormontagekonfigurationen, wobei T-förmige oder gewellte Profile die Turbulenz- und Wärmeübertragungskoeffizienten auf 15–25 W/m²K erhöhen.
Zwangsluftkühlung wird durch integrierte Lüftergehäuse erreicht Wärmeableitungsraten von 200-400 Watt für Pumpenmotoren im Dauerbetrieb, mit Aluminium-Lüfterflügeln, die in das Gehäuse eingegossen oder über eingepresste Aluminiumnaben befestigt sind. Die geringe Dichte des Materials (2,7 g/cm³) minimiert die Rotationsträgheit und den Stromverbrauch des Lüftermotors im Vergleich zu Stahlalternativen.
Architekturen für Flüssigkeitskühlmäntel
Es kommen leistungsstarke Pumpenmotoren zum Einsatz integrierte Wassermäntel In das Aluminiumgehäuse eingegossen, zirkuliert das Kühlmittel durch spiralförmige oder axiale Kanäle rund um den Stator. Mantelkonstruktionen sorgen für eine Wandstärke von 3 bis 5 Millimetern zwischen Kühlkanälen und Statorbohrung, um eine ausreichende Wärmeleitung bei gleichzeitiger Wahrung der strukturellen Steifigkeit zu gewährleisten. Durch Drucktests bis zum 1,5-fachen Betriebsdruck wird die Integrität der Ummantelung vor der Motormontage überprüft.
Korrosionsschutz und Oberflächenveredelung
Während Aluminium eine natürliche Passivierung aufweist, erfordern Pumpenmotorgehäuse in aggressiven Umgebungen einen verbesserten Schutz durch chemische und Beschichtungsbehandlungen.
Konversionsbeschichtungen und Eloxieren
Chromatkonversionsbeschichtungen (Alodine) sorgen dafür 0,5–4 Mikrometer dicke Schutzfolien Verbesserung der Korrosionsbeständigkeit und Lackhaftung, allerdings unterliegen sechswertige Chromformulierungen gesetzlichen Beschränkungen. Alternativen aus dreiwertigem Chrom und Titan-Zirkonium erreichen 80 % der herkömmlichen Leistung bei Einhaltung der Umweltvorschriften. Durch Eloxieren (Schwefelsäure Typ II) entstehen 5–25 Mikrometer dicke Aluminiumoxidschichten mit einer Härte von 200–300 HV, die Abriebfestigkeit für Pumpenanwendungen in der Schifffahrt und Industrie bieten.
Pulverbeschichtungs- und Nasslacksysteme
Polyester-Pulverbeschichtung bei 60-80 Mikrometer Dicke Bietet langlebige kosmetische und schützende Oberflächen in den Standard-Motorfarben (Schwarz, Grau, Blau). Durch elektrostatische Anwendung und Aushärtung bei 180–200 Grad Celsius entstehen vernetzte Filme mit einer Bleistifthärte von 2H und einer Salzsprühbeständigkeit von mehr als 500 Stunden. Nasse Epoxid- oder Polyurethansysteme dienen speziellen Anwendungen, die eine chemische Beständigkeit gegenüber Säuren, Laugen oder Lösungsmitteln erfordern, die beim Prozesspumpen auftreten.
Das Aluminium-Pumpenmotorgehäuse stellt eine ausgereifte, sich jedoch weiterentwickelnde Produktkategorie dar, in der Materialwissenschaft, Präzisionsfertigung und Wärmetechnik zusammenlaufen, um eine effiziente Flüssigkeitsförderung in industriellen, gewerblichen und privaten Anwendungen zu ermöglichen. Kontinuierliche Legierungsentwicklung und Verfeinerung des Gussprozesses bauen die Dominanz von Aluminium im Pumpenmotorbau gegenüber konkurrierenden Materialien aus.